RFID projects look simple on a slide. Then you ship samples, the first pilot reads fine, and the first real rollout goes… weird. One box reads 100%. The next box drops to 70% for no clear reason. That’s not “bad luck.” That’s process control.
My take is pretty direct: if you want stable mass production, you need a full OEM/ODM flow that treats antenna + chip + converting + printing + encoding + QC as one line. That’s how we run it at CXJ Smartcard—a Custom RFID Manufacturer | OEM/ODM Cards, Tags & Wristbands with factory-direct output and global shipping. You can see our main lineup here: CXJ Smartcard and Products.
RFID OEM/ODM Process
Most buyers ask, “Can you make this tag?” The better question is, “Can you make it the same way, every time, at line-speed?” Because once you scale, your real enemy is drift: drift in materials, drift in bonding, drift in printing alignment, drift in encoding rules.
At CXJ, we keep the workflow under one roof—design support, prototyping, pilot run, and bulk supply. If you want the full service scope, start here: OEM/ODM Services.
From Sample to Pilot Run
A sample should answer one thing: Will this tag work on your real item, in your real environment? Not “does it look nice.”
Here’s a field example you might relate to. A brand tested UHF labels on cartons in a quiet office. It looked perfect. Then they moved to a busy dock door portal and the read rate fell hard. Why? Stacked boxes, metal racking, moving speed, and tag placement. The tag didn’t suddenly turn “bad.” The setup changed.
What we usually lock down during sampling:
Sample Check
What You’re Really Proving
Why It Saves You Later
Tag placement A/B
Detuning risk on metal/liquid/foil
Avoid redesign at mass stage
Read zone test
Portal / handheld / gate behavior
Stops “works on desk” lies
Data format
EPC, UID, NDEF, user memory rules
Prevents messy commissioning
Durability
bending, rubbing, wash/heat (if needed)
Less returns, less rework
Keep it practical. Test where it hurts.
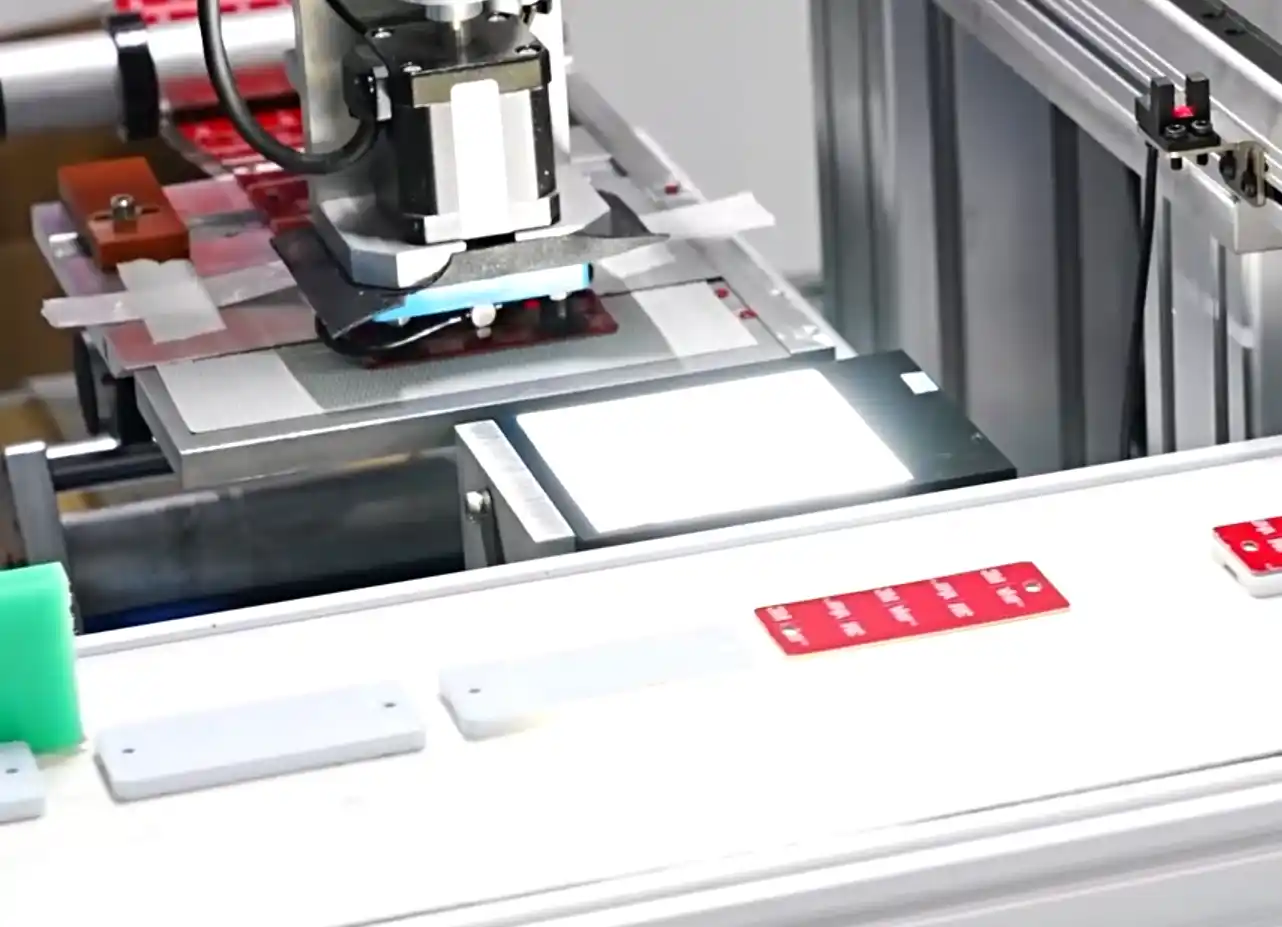
RFID Tag Manufacturing Process
A clean RFID label is not just “a sticker.” It’s a chain: antenna → chip bonding → encapsulation → lamination → die cutting → testing → encoding → packing. If you skip control in one step, you pay for it in another step. That’s just how factories behave.
Antenna Design
The antenna decides most of your performance. If you tune it wrong, every other step becomes patching and hoping. For different scenarios, you may need different antenna structures, different substrates, and different geometry. We support multiple material options depending on your use case and the converting format.
A quick reality check: metal and liquids punish RF. If your product sits on metal shelves or you tag tools, don’t start with a normal sticker and pray. Start with an on-metal structure.
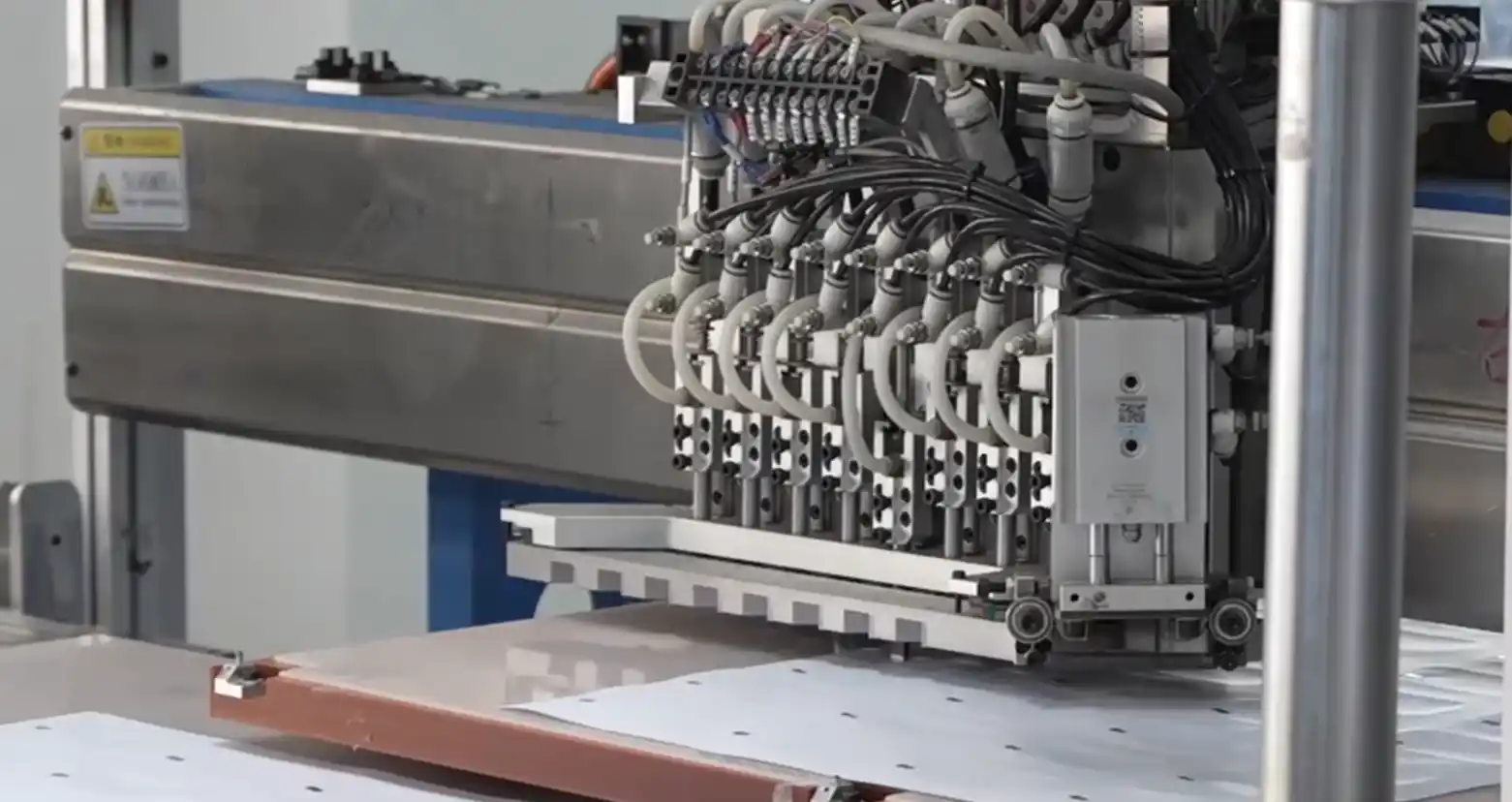
Flip-Chip Bonding and Encapsulation
This is the “quiet” step that causes loud problems later. If bonding or encapsulation drifts, you’ll see random weak reads in bulk. Those are the worst bugs because they’re hard to reproduce. So we treat bonding stability and protection as a mass-production baseline, not a fancy upgrade.
Lamination
Lamination protects the inlay and keeps mechanical stability across roll-to-roll. If lamination shifts, your die-cut alignment shifts. Then printing shifts. Then encoding shifts. It’s dominoes.
Die Cutting and Slitting
Conversion accuracy matters when you print and encode at speed. A tiny offset can cause jams, skewed graphics, or mis-encoding. Tight cutting control keeps your line smooth.
Testing and Encoding
Here’s a line I repeat to customers: “Readable” isn’t a quality standard. “Consistent across batches” is. We build QC gates into production so you don’t get a lucky batch and then a sad batch next month.
Printing and Personalization
A lot of teams split work across vendors: one vendor prints, another encodes, a third packs. That’s where data mistakes creep in. If you’re doing real deployments, you want printing + encoding + verification tied together.
What you should ask for:
Variable printing that matches encoded data when needed
Verification output like a mapping file for QA and system import
This part feels “ops boring,” but it’s where rollouts break. People underestimate it, then they spend weeks hand-fixing data. Not fun.
RFID Card Manufacturing Process
Cards look easy, but users bend them, tap them, toss them into wallets, and cook them in hot cars. So card builds need stable lamination and clean embedding.
If you’re doing access, loyalty, campuses, or hotels, you want:
crisp print that doesn’t rub off
solid chip embed
correct data structure
reliable personalization
We support cards, keyfobs, and more form factors, all under our Products catalog.
RFID Inlay Supply
If you convert labels at volume, inlay supply becomes your throttle. You don’t want “whatever inlay is available this week.” You want stable specs, stable roll quality, stable sensitivity distribution.
We offer UHF inlays in roll formats for converting: UHF RFID Inlay. If you’re not sure which inlay fits your SKU, we can run quick sample builds and adjust.
Product Categories for Real-World Scenarios
Different deployments need different bodies. One tag can’t do everything. Here’s a simple map that matches what buyers actually ask for.